
Diversi fili di avvolgimentu di bobina, filu doppiu, filu multiplu, induttanza speciale ferita di torta, filu smaltatu parallelu, diverse specificazioni persunalizati
1.jpg)


Descrizzione di u produttu
1. Features:Specificazioni persunalizati è varietà di strati d'insulazione, è a strata di a superficia pò esse rivestita cù una capa autoadesiva.
2. Gamma di specificazione:unica linea cù a listessa specificazione ma culori diffirenti, specìfichi sferenti è varietà diverse (single line specification range: 0.03mm-0.500mm).
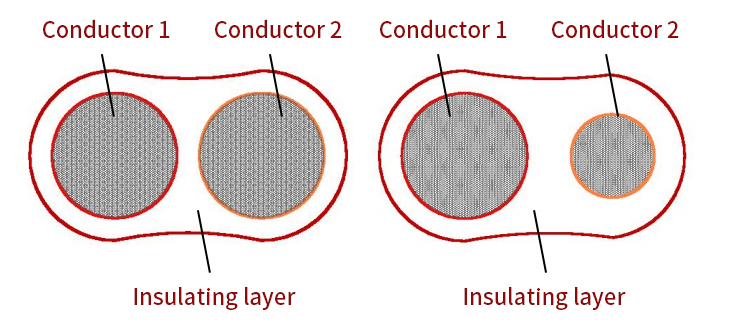
3. Applicazione di u produttu:Hè principarmenti utilizatu in i prudutti di ferita parallela doppia / multifili d'alta dumanda, cum'è induttori speciali, trasformatori RF, etc. Pò esse invucatu in duie / trè / cinque cumunità di bobine cù culori diffirenti è resistenza / induttanza cumpletamente coherente è altri parametri, o in duie / trè / cinque cumunità di bobina cù specificazioni diverse ma lunghezza di filu identica.
4. U schema schematicu hè a siguenti:

Flussu di prucessu di filu smaltatu
1, Pagamentu:In una macchina smaltata normalmente operante, a maiò parte di l'energia è a forza fisica di l'operatore sò cunsumate in a parte di pagamentu. A rimpiazzà a bobina di pagamentu face chì l'operatore paghe assai travagliu. I prublemi di qualità è i fallimenti di u funziunamentu sò faciuli à accade in a linea à i ghjunti in linea. U metudu efficace hè di pagà in grande capacità. A chjave di pagà hè di cuntrullà a tensione. Quandu a tensione hè grande, ùn hà micca solu dilucerà u cunduttore, fate a superficia di u cunduttore perde a luminosità, ma ancu affetta assai proprietà di u filu esmaltatu.
2, Stretching:U scopu di allungamentu hè di fà u cunduttore chì hè induritu per via di u cambiamentu di lattice durante u prucessu di stiramentu di u moldu riscaldatu à una certa temperatura, per quessa chì a flessibilità necessaria da u prucessu pò esse restituita dopu à u rearrangiamentu di lattice moleculare. À u listessu tempu, u lubricante residuale è a macchia d'oliu nantu à a superficia di u cunduttore durante u prucessu di stende pò esse eliminata, perchè u cunduttore pò esse facilmente pittatu è a qualità di u filu esmaltatu pò esse garantitu.
3, Pittura:A pittura hè u prucessu di rivestimentu di pittura di filu smaltatu nantu à u cunduttore di metallu per furmà una capa uniforme di pittura cù un certu spessore.
4, Cottura:Cum'è a pittura, a coccia hè un prucessu ciclicu. Prima, u disolvente in a suluzione di pittura hè evaporata, poi curata per furmà una film, è poi a pintura hè cotta. I contaminanti seranu generati in u prucessu di coccia, cusì u furnace serà scaricatu immediatamente. In generale, u furnace di circulazione d'aria calda di combustione catalitica deve esse utilizatu. À u listessu tempu, a quantità di scaricamentu di rifiuti ùn deve esse troppu grande o troppu chjucu. Perchè una grande quantità di calore serà purtata in u prucessu di scaricamentu di i rifiuti, cusì u scaricamentu di i rifiuti ùn deve micca solu assicurà a produzzione sicura è a qualità di u produttu, ma ancu ùn porta à una grande quantità di perdita di calore.
5, Raffreddamentu:U filu smaltatu chì esce da u fornu hà alta temperatura, film di pittura suave è bassa resistenza. Se ùn hè micca rinfriscatu in u tempu, u film di pittura chì passa per a rota di guida serà danatu, chì affettarà a qualità di u filu esmaltatu.
6, Lubrificazione:a lubricazione di filu smaltatu hà una grande relazione cù a stretta di presa. U lubricante utilizatu per u filu smaltatu deve esse capace di fà a superficia di u filu smaltatu slippery, senza dannu à u filu, senza affettà a forza di a bobina di presa è senza affettà l'usu di l'utilizatori. A quantità ideale di oliu hè di fà chì u filu esmaltatu si senti slippery, ma ùn si vede micca oliu evidenti nantu à a manu. Da una perspettiva quantitativa, 1 g di oliu lubricating pò esse rivestitu nantu à a superficia di 1 ㎡ filu smaltatu.
7, Ripresa di filu:U scopu di a presa di filu hè di imbulighjà u filu smaltatu nantu à a bobina continuamente, strettu è uniforme. Hè necessariu chì u mecanismu di presa deve esse guidatu in modu stabile, cù pocu rumore, tensione curretta è arrangiamentu regulare di filu.
Dopu avè cunnisciutu u prucessu di produzzione di filu smaltatu in dettagliu, pensate chì ùn hè micca faciule di pruduce filu smaltatu chì risponde à i requisiti standard, perchè ogni passu di prucessu, cum'è coccia o pittura, affetterà a qualità di filu smaltatu, è hè affettatu ancu da e materie prime, a qualità, l'ambiente, l'equipaggiu di produzzione è altri fattori, cusì a qualità di u produttu serà sfarente. Ancu s'è e caratteristiche di qualità è e marche di vari fili smaltati sò diffirenti, sò in fondu quattru proprietà, à dì e proprietà meccaniche, chimiche, elettriche è termiche.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
